
PTFE(聚四氟乙烯)中空纤维膜因其优异的化学稳定性、耐高温性能以及卓越的疏水性,被广泛应用于各个领域如过滤、脱盐、气体分离等。本文将深入介绍PTFE中空纤维膜的制备过程,包括原材料选择、挤出成型、拉伸工艺、烧结过程和性能优化等方面。
一、原材料选择
- PTFE树脂:
- 选用高纯度的PTFE树脂,以确保膜的化学稳定性和物理性能。
- PTFE树脂具有良好的耐化学腐蚀性和耐高温性,适用于苛刻的工业环境。
- 分散剂:
- 常见的分散剂包括聚乙烯醇(PVA)等,帮助PTFE均匀分散在糊料中,便于后续的加工。
- 分散剂的选择需要考虑其热分解温度和与PTFE的相容性。
- 润滑剂:
润滑剂如埃索美尔异构烷烃润滑油,用于降低挤压成型过程中的摩擦,提高生产效率。
二、糊料挤出和成型
- 糊料制备:
- 将PTFE树脂与分散剂混合,加入适量的润滑剂和其他助剂,搅拌均匀形成适合挤出的糊料。
- 通过控制搅拌速度和时间,确保糊料的均匀性和稳定性。
- 挤出成型:
采用特制的喷丝头进行糊料挤出,形成初步的中空纤维结构。
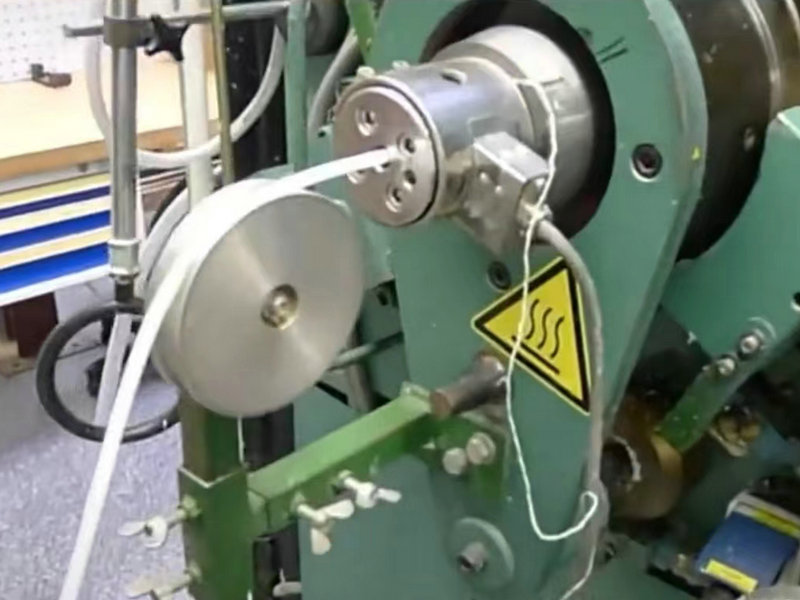
控制挤出压力和速度,确保纤维的直径和壁厚均匀一致。
三、拉伸工艺
- 拉伸倍数:
- 拉伸过程中,纤维的拉伸倍数直接影响到最终膜的孔径和孔隙率。一般拉伸倍数越大,膜的平均孔径和孔隙率越大。
- 根据实验数据,最佳的拉伸倍数为300%,在此条件下可以获得较大的孔径和高的孔隙率。
- 拉伸温度:
- 拉伸温度对纤维的形成有显著影响。较高的温度有助于PTFE分子链的重新排列,但过高会导致纤维熔化。
- 适宜的拉伸温度能够确保纤维的强度和弹性,实验表明最佳拉伸温度为320℃。
- 拉伸速度:
拉伸速度过快会导致纤维不均匀,影响膜的质量;过慢则生产效率低下。
实验证明,适中的拉伸速度不仅可以提高生产效率,还能确保膜的均匀性和稳定性。
四、烧结过程
- 烧结温度:
- 烧结是PTFE中空纤维膜制备的关键步骤,通过高温处理使纤维定型并提高其力学性能和化学稳定性。
- 实验表明,最佳的烧结温度为380℃,在此温度下膜的结晶度增加,疏水性增强。
- 烧结时间:
烧结时间需要精确控制,过短会导致烧结不足,影响膜的性能;过长则可能导致膜过度烧结,降低其柔韧性。
实验证明,最佳的烧结时间为2分钟,可以确保膜的各项性能达到最佳状态。
五、性能优化
- 非对称结构设计:
- 通过双向拉伸平板膜包缠的方法,构建非对称结构的PTFE中空纤维膜,以解决孔隙率和孔径均衡控制的问题。
- 这种结构不仅提高了膜的机械强度,还增强了其分离性能。
- 表面改性:
- 通过静电纺丝技术制备具有超细纤维层的PTFE中空纤维膜,并进行热处理改性,使其具有强疏水性。
- 表面改性后的膜在接触角、孔隙率和泡点方面均表现出优异性能。
- 参数调整:
- 根据实际需求,调整拉伸倍数、温度、速度等工艺参数,优化膜的平均孔径、孔隙率、泡点压强和水通量等性能指标。 PTFE中空纤维膜的制备涉及复杂的工艺过程,从原材料选择、糊料挤出、拉伸工艺到烧结过程和性能优化,每一个环节都至关重要。通过精细控制这些工艺参数,可以制备出高性能的PTFE中空纤维膜,满足不同领域的应用需求。未来,随着技术的不断进步和工艺的优化,PTFE中空纤维膜将在更多领域展现出广泛的应用前景。
